风电增速箱:31CrMoV9齿圈超深层深气体氮化工艺
发布时间:2014-09-28 来源: 金属加工(热加工) 作者:马良
本文摘要:氮化是风电增速箱核心部件内齿圈及其他高速重载需耐磨部件的常用最终热处理工艺之一,其氮化后具有极高的表面硬度和耐磨性、高疲劳强度和高耐蚀性,同时还具有抗咬合、抗擦伤的能力,
氮化是风电增速箱核心部件内齿圈及其他高速重载需耐磨部件的常用最终热处理工艺之一,其氮化后具有极高的表面硬度和耐磨性、高疲劳强度和高耐蚀性,同时还具有抗咬合、抗擦伤的能力,工件畸变也相对较小。目前国外广泛使用欧洲牌号钢31CrMoV9作为内齿圈材料,此种材料淬透性好,表面氮化后硬度高,抗耐磨性较为优异,国内风电增速箱内齿圈也越来越多地使用此种材料。
由于31CrMoV9合金元素含量较高(化学成分见表1),特别是钒与氮的亲和力较强,另外用于风电增速箱的内齿圈,一般渗氮层深度都在0.6mm以上(本文研究的内齿圈氮化技术要求见表2),层深已突破了传统的渗氮层深度,渗氮加热保温时间长,在氮化时易形成网状氮化物,可能由此引发渗层脆性增加、耐磨性和疲劳强度下降等一系列质量缺陷,对于风电增速箱而言,这些质量缺陷会产生致命后果。
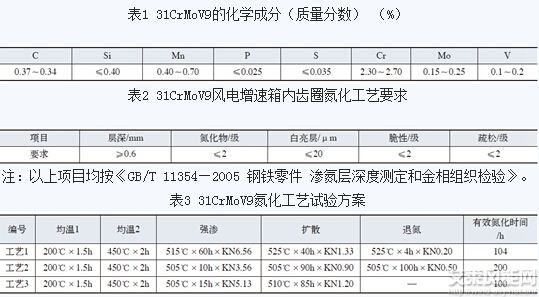
注:KN为氮势值,氮势值是表征气氛渗氮能力的参数,与常用的氨气分解率存在着对应关系。
目前,国内外公开报道的对31CrMoV9超深层深气体氮化工艺的研究较少,本文通过试验对31CrMoV9齿圈超深层深气体氮化工艺进行了研究,制订出了适合31CrMoV9超深层深气体氮化的工艺。
分享到:
相关文章
- 电缆企业尽享400亿特种电缆大蛋糕2014-08-01 15:25:55
- 普睿司曼获荷兰近岸风电场电力电缆订单2014-08-01 15:28:01
- 华电龙口风电项目风机吊装工作全面启动2014-08-07 09:13:40
- 风电制造业中新型的搬运模式——气垫悬浮运输系统工作原理2014-08-07 09:56:20
- 海上风电场海底电缆铺设概况2014-08-07 10:38:04
- 中国风电整机制造的微利时代
- 近年来,中国风电市场保持高速增长。2012年6月,中国并网风电5258万千瓦,取代美国成为世界第一风电大国。 然而,中国风电制造商的生...
招聘

- 北京天源科创招聘土建质检工程
- 北京天源科创风电技术有限责任公司,是国内第一家且目前规模最大的专业风电技术服务商,是新疆金风科技股份有限公司的控股子公司。
《风能产业观察》杂志



