风电增速箱:31CrMoV9齿圈超深层深气体氮化工艺
发布时间:2014-09-28 来源: 金属加工(热加工) 作者:马良
本文摘要:氮化是风电增速箱核心部件内齿圈及其他高速重载需耐磨部件的常用最终热处理工艺之一,其氮化后具有极高的表面硬度和耐磨性、高疲劳强度和高耐蚀性,同时还具有抗咬合、抗擦伤的能力,
1.工艺试验方案
试验设备为Aichelin可控气氛氮化炉,使用三组试样进行氮化热处理,试样尺寸为10mm×10mm×10mm方形试样,并严格控制试样表面粗糙度,试样为同熔炉号材料,且为工件本体加高样调质后取下,加高样回火工艺为870℃保温4h淬火,620℃回火4h,试样硬度均为310~320HBW,组织都为均匀的回火索氏体。气体氮化工艺采用了三种工艺方案,两种方案为三段法,有强渗、扩散及退氮三段组成,另一种工艺方案为两段法,只有强渗及扩散两段组成,见表3。
实验结果
2.试验结果
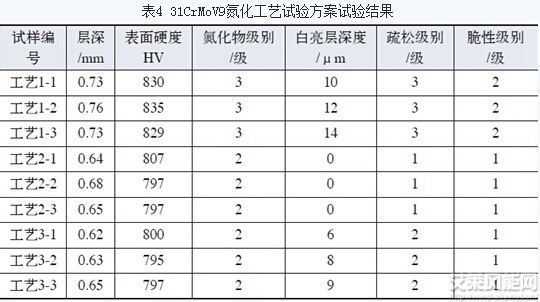
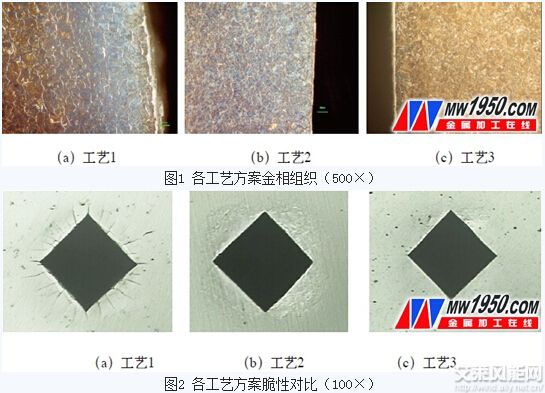
每种工艺方案均进行三次试验,试样后按《GB/T11354—2005钢铁零件渗氮层深度测定和金相组织检验》,检验项目为氮化层深、氮化物、白亮层深度、疏松及脆性。三种工艺方案试验结果见表4。氮化物、疏松及图谱对比如图1、图2所示。
 、
、实验结果
分享到:
相关文章
- 电缆企业尽享400亿特种电缆大蛋糕2014-08-01 15:25:55
- 普睿司曼获荷兰近岸风电场电力电缆订单2014-08-01 15:28:01
- 华电龙口风电项目风机吊装工作全面启动2014-08-07 09:13:40
- 风电制造业中新型的搬运模式——气垫悬浮运输系统工作原理2014-08-07 09:56:20
- 海上风电场海底电缆铺设概况2014-08-07 10:38:04
- 中国风电整机制造的微利时代
- 近年来,中国风电市场保持高速增长。2012年6月,中国并网风电5258万千瓦,取代美国成为世界第一风电大国。 然而,中国风电制造商的生...
招聘

- 北京天源科创招聘土建质检工程
- 北京天源科创风电技术有限责任公司,是国内第一家且目前规模最大的专业风电技术服务商,是新疆金风科技股份有限公司的控股子公司。
《风能产业观察》杂志



