2.5MW大型风力发电机组机舱罩的研制
发布时间:2014-07-02 来源: 《风能产业》
本文摘要: 摘要:本文主要介绍了2 5MW沿海型风力发电机机舱罩选用的研制过程、结构形式、力学性能,对今后研发和实现机舱罩的规模化和系列化有
经过对此机舱罩的挠度的计算,最大挠度为0.306%,小于0.5%;强度方面:经计算层压板结构面板的最大压应力为13.227MPa,比其设计值Rd=31.327(35.09)MPa小得多;加强筋上的最大拉伸应力为43.128MPa,也远比加强筋的拉伸应力设计值Rd=69.27(77.57)MPa小。稳定性方面:主要由机舱罩迎风面产生风压,对上、下盖板、侧板产生轴向压力而可能产生的失稳,加之上、下盖板、侧板还有风压(负压)作用。计算得σcr=33.763MPa,临界应力远比轴向压应力大,侧向载荷和轴向压力联合作用下,其临界准则为:
经过计算可得出以下结论:
(1)以52.5m/s风速,最大挠度为29.208mm,相对最大跨距的0.306%,满足技术要求。
(2)层压板结构面板的最大压应力为13.227MPa,为其设计值42.22%,强度是很富裕的。
(3)采用联合稳定准则,计及上、下盖的侧向载荷后,远小于1,轴向压力稳定性很好。
3.制造工艺
相较1.5MW风电机组机舱罩,2.5MW风电机组舱罩尺寸更大大、精度要求更高,为有效的提高其力学性能,在制造过程中采用最新式的一体成型的工艺,通过真空导入的方式将树脂注入成型,整个制造过程较传统手糊工艺简易且内部树脂固化成型连接致密度高。
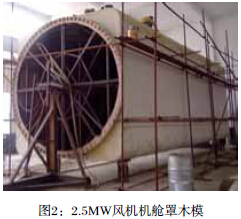
首先制作模具,模具是机舱罩成型工艺中的主要装备,模具的结构形式、强度、表面质量对机舱罩制品的质量、生产成本和生产效率有非常大的影响。模具制造分为两个步骤,分别为:木模制作(阳模)、(图2)、模具制作(阴模)。
分享到:
相关文章
- 联合动力国内首次应用机舱激光雷达进行风电机组功率曲线测试2014-06-27 14:15:59
- 2.5MW大型风力发电机组机舱罩的研制2014-07-02 10:41:59
- 运达台风型风力发电机组项目获奖2014-01-09 11:00:51
- ABB将投资建设中低压发电机等项目2014-01-16 17:16:01
- 风力发电机组动态建模国际项目通过验收2014-01-24 13:38:26
- 中国风电整机制造的微利时代
- 近年来,中国风电市场保持高速增长。2012年6月,中国并网风电5258万千瓦,取代美国成为世界第一风电大国。 然而,中国风电制造商的生...
招聘

- 北京天源科创招聘土建质检工程
- 北京天源科创风电技术有限责任公司,是国内第一家且目前规模最大的专业风电技术服务商,是新疆金风科技股份有限公司的控股子公司。
《风能产业观察》杂志



